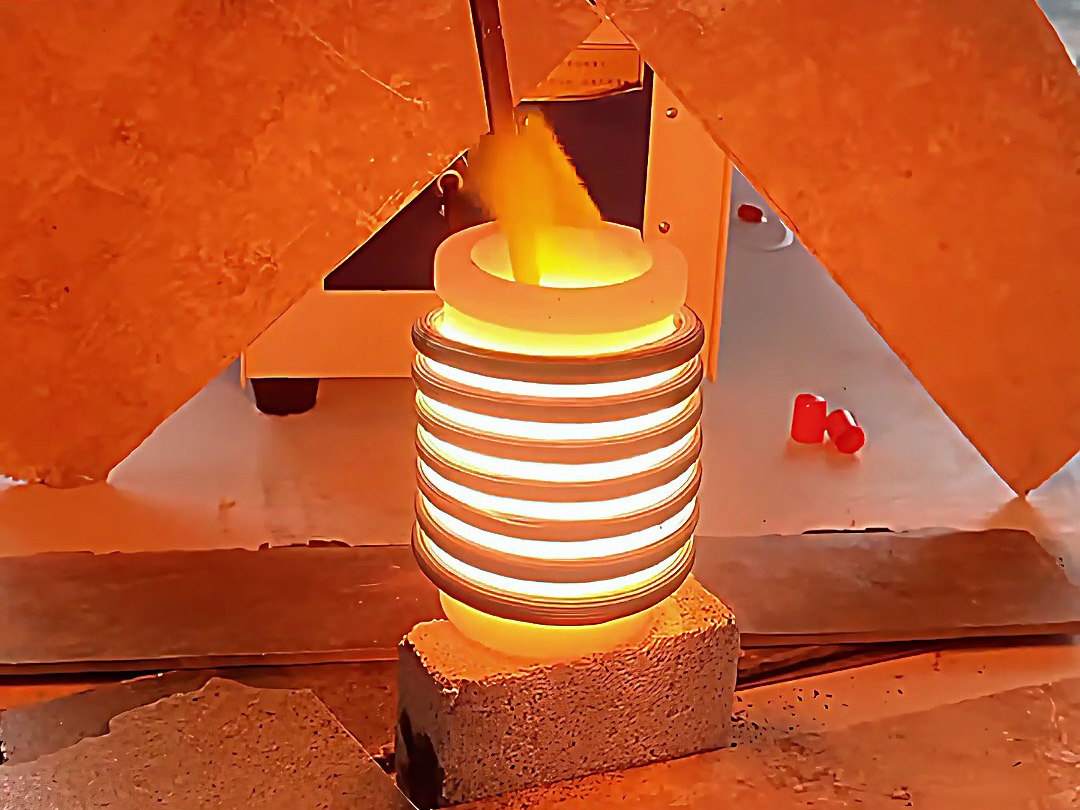
在汽車傳動軸、機床主軸、風電軸承軸、軌道交通轉向軸等關鍵軸類零件的制造中,表面強化是決定零件耐磨性、抗疲勞強度的核心工序。這類軸類零件常需根據不同工況需求,在特定區段(如軸頸、花鍵段、密封段)進行差異化淬火熱處理,傳統淬火設備難以兼顧 “連續自動化” 與 “分段精準控制” 的雙重需求。而超高頻淬火機床憑借其獨特的技術優勢,可實現棒料軸類的連續自動化分段淬火熱處理,成為多行業軸類零件表面強化的主流設備。

從工藝特性來看,超高頻淬火機床的 “分段精準加熱” 能力,完美適配軸類零件的差異化淬火需求。軸類零件不同區段的功能不同,對淬硬層深度、硬度的要求也存在差異 —— 例如汽車傳動軸的軸頸段需承受軸承摩擦,需較深淬硬層(0.8-1.5mm)與高硬度(HRC58-62);而相鄰的花鍵段需兼顧強度與韌性,淬硬層需控制在 0.5-1.0mm。超高頻淬火機床通過兩大核心技術實現精準分段:一方面,超高頻感應加熱的 “趨膚效應” 極強,熱量僅集中在軸類零件表層,可通過調整加熱功率與停留時間,精準控制單一區段的淬硬層深度,避免熱量向非淬火區段擴散;另一方面,機床配備的伺服送料系統與可編程定位模塊,可根據軸類零件的分段需求,自動調整零件進給速度與加熱線圈位置,實現 “一段加熱淬火→自動移動至下一段→繼續淬火” 的連續流程,無需人工干預即可完成多區段差異化處理,解決了傳統人工分段淬火 “定位不準、參數波動大” 的問題。
在自動化與效率方面,超高頻淬火機床的連續作業能力大幅提升軸類零件生產效率。傳統軸類分段淬火多采用 “單段加熱→人工轉移→冷卻→再加熱下一段” 的間斷式流程,單根長軸(如 3-5 米的風電軸承軸)處理需數小時,且人工轉移易導致零件表面劃傷或溫度流失。而超高頻淬火機床可與軸類零件生產線無縫對接,實現 “上料→定位→連續分段淬火→冷卻→下料” 全自動化操作:機床通過 PLC 程序預設各分段的加熱參數(功率、時間、冷卻方式),伺服系統驅動軸類零件勻速進給,加熱線圈與冷卻系統同步跟隨,單根軸類零件的多區段淬火可在數十分鐘內完成,效率較傳統方式提升 3-4 倍。同時,機床配備的實時監測系統可自動記錄每段淬火數據(溫度、時間、進給速度),方便后期質量追溯,契合現代制造業 “標準化、高效化” 的生產需求。
從行業應用場景來看,超高頻淬火機床已深度適配多領域軸類零件強化需求。在汽車行業,針對發動機曲軸、變速箱輸入軸等精密軸類,機床可實現多區段連續淬火,確保零件在高頻運轉中耐磨抗損;在機床行業,機床主軸的軸承配合段、刀具安裝段需高精度淬火,超高頻淬火機床的分段控溫能力可保證淬硬層均勻度,避免主軸變形影響加工精度;在風電與軌道交通領域,面對大型、超長軸類零件(如風電主軸、軌道車輛車軸),機床的連續自動化作業能力可減少人工依賴,同時通過超高頻加熱的低變形特性,確保軸類零件的形位公差符合裝配要求,避免因淬火變形導致的返工。
此外,超高頻淬火機床還具備 “節能降耗” 的優勢。相較于中頻或高頻淬火設備,超高頻加熱的能量轉化率更高(可達 85% 以上),且分段加熱時僅對需淬火區段耗能,非淬火區段無需加熱,可減少 20%-30% 的無效能耗。長期批量生產下,能為企業顯著降低能源成本,兼顧生產效率與經濟性。
如今,隨著汽車、風電、軌道交通等行業對軸類零件性能要求的不斷提升,超高頻淬火機床憑借 “精準分段、連續自動化、高效節能” 的優勢,已成為軸類零件表面強化的關鍵設備。它不僅解決了傳統淬火工藝的效率與精度痛點,更通過自動化技術助力企業實現標準化生產,為多行業的高質量發展提供可靠的工藝支持。









 粵公網安備 44190002003728號
粵公網安備 44190002003728號
