后臺(tái)常有粉絲好奇:“以前刀具淬火多用爐式加熱,現(xiàn)在怎么幾乎都換成感應(yīng)加熱了?” 答案很明確 —— 感應(yīng)加熱淬火憑借在效率、質(zhì)量、節(jié)能、環(huán)保、自動(dòng)化五大核心維度的絕對(duì)優(yōu)勢(shì),全面碾壓傳統(tǒng)爐淬火,它不只是簡(jiǎn)單的 “替代方案”,更是推動(dòng)刀具熱處理從 “低效粗放” 向 “高效精準(zhǔn)” 升級(jí)的關(guān)鍵革命,徹底解決了傳統(tǒng)工藝的諸多痛點(diǎn)。

傳統(tǒng)爐式淬火(如箱式爐、井式爐)處理刀具,需要經(jīng)歷 “爐體預(yù)熱→裝入刀具→緩慢升溫→保溫淬火→冷卻出爐” 的全流程,僅升溫 + 保溫就需 1-3 小時(shí)(比如淬火一把 150mm 長(zhǎng)的高速鋼銑刀,爐式加熱需 2 小時(shí)以上),且一次只能處理一批,無(wú)法連續(xù)生產(chǎn),嚴(yán)重拖慢刀具制造節(jié)奏。
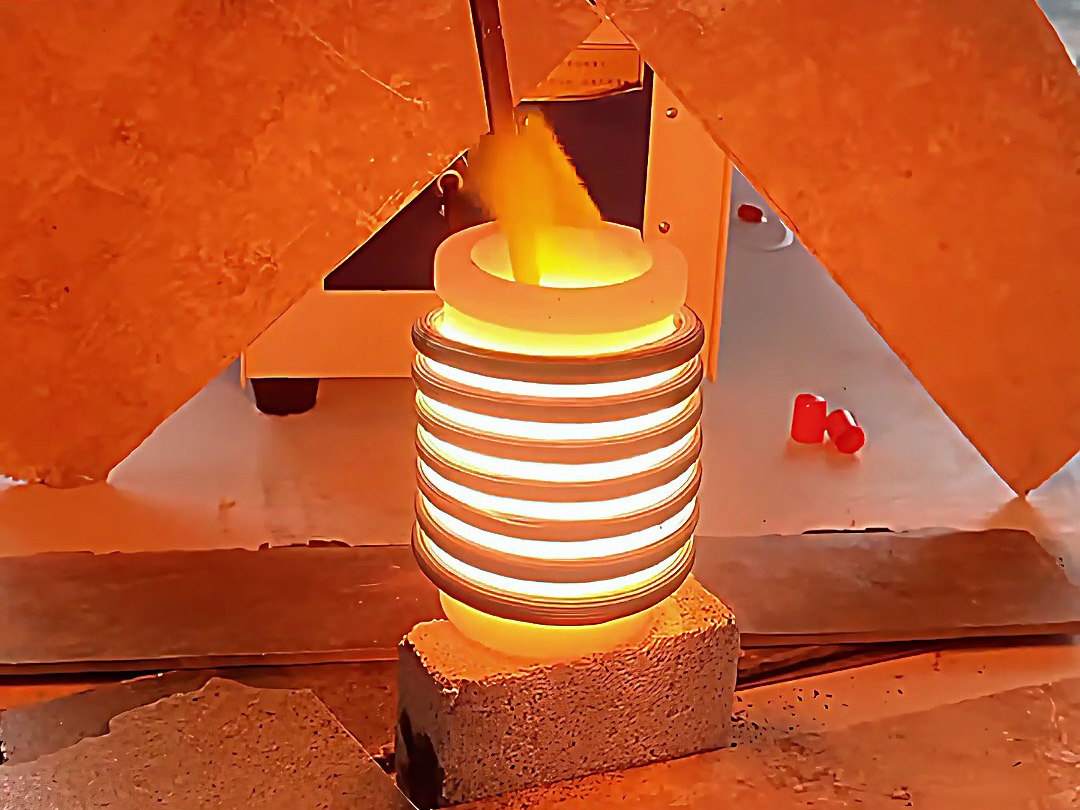
而感應(yīng)加熱淬火完全打破 “時(shí)間桎梏”—— 它利用高頻感應(yīng)讓刀具自身快速生熱,熱量從內(nèi)部直達(dá)淬火區(qū)域,無(wú)需預(yù)熱爐體,也無(wú)需整體加熱。以同規(guī)格的高速鋼銑刀為例,感應(yīng)加熱僅需 30-40 秒就能將刃部加熱到 850-900℃的淬火溫度,且可實(shí)現(xiàn) “上料→加熱→淬火→下料” 的連續(xù)作業(yè)。某刀具廠(chǎng)之前用箱式爐一天只能處理 500 把銑刀,換感應(yīng)加熱后,一小時(shí)就能處理 300 把,日產(chǎn)能提升至 6000 把,效率翻了 12 倍,徹底擺脫 “淬火 bottleneck(瓶頸)”。
刀具淬火的核心需求是 “刃部硬、基體韌”—— 刃部需足夠硬度(HRC58-62)以抗磨損,基體需一定韌性以抗沖擊,傳統(tǒng)爐式淬火很難兼顧這一點(diǎn):
感應(yīng)加熱則通過(guò) “精準(zhǔn)控溫 + 定向加熱” 完美解決:
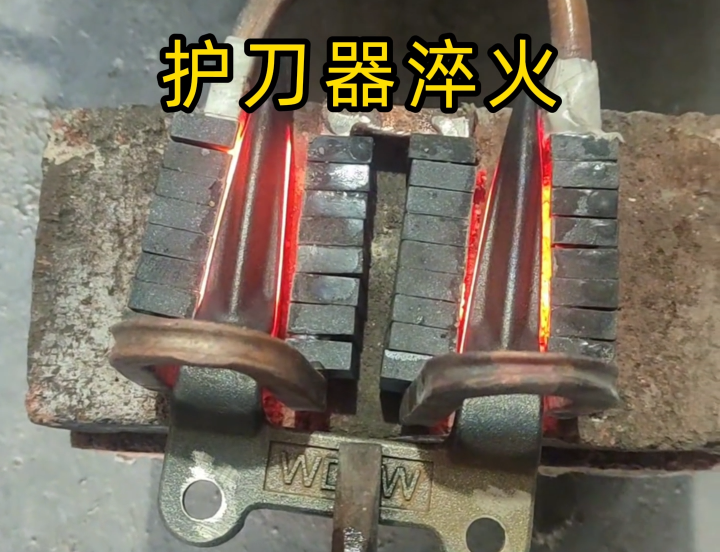
定向加熱:搭配定制的感應(yīng)線(xiàn)圈(如針對(duì)刃部的環(huán)形線(xiàn)圈、針對(duì)異形刀具的異形線(xiàn)圈),可只加熱刀具刃部或需要淬火的特定區(qū)域,基體保持常溫,確保 “刃硬基韌” 的理想性能;
精準(zhǔn)控溫:配備紅外測(cè)溫儀和 PLC 控制系統(tǒng),溫度誤差可控制在 ±5℃以?xún)?nèi),同一批次、同一把刀具的淬火硬度偏差小于 ±1HRC。某菜刀廠(chǎng)用感應(yīng)加熱淬火后,菜刀刃部硬度穩(wěn)定在 HRC60,使用壽命比爐式淬火的產(chǎn)品提升了 40%,客戶(hù)投訴率從 15% 降至 2%。
傳統(tǒng)爐式淬火的熱效率極低 —— 箱式爐的熱效率僅 30%-40%,大量熱量通過(guò)爐體散熱、煙氣排放浪費(fèi)掉(比如加熱時(shí),爐壁溫度可達(dá) 200℃以上,車(chē)間環(huán)境溫度也會(huì)升高);而且為了保證批次一致性,爐式加熱常需 “滿(mǎn)負(fù)荷運(yùn)行”,即使只淬少量刀具,也得維持爐溫,造成能源浪費(fèi)。
感應(yīng)加熱的熱效率高達(dá) 85% 以上,熱量直接作用于刀具自身,幾乎沒(méi)有多余損耗:
無(wú)需加熱爐體,開(kāi)機(jī)即加熱,關(guān)機(jī)無(wú)余熱;
按 “件” 計(jì)費(fèi),每淬一把刀消耗的電能清晰可控,不會(huì)出現(xiàn) “空燒浪費(fèi)”。某數(shù)控刀具廠(chǎng)測(cè)算過(guò),淬火同規(guī)格的合金立銑刀,感應(yīng)加熱每把耗電 0.3 度,爐式加熱每把耗電 0.8 度,電費(fèi)成本直接降低 62.5%,每月節(jié)省電費(fèi)近 2 萬(wàn)元。
傳統(tǒng)爐式淬火(尤其是燃油、燃?xì)鉅t)在加熱過(guò)程中會(huì)產(chǎn)生大量廢氣(如二氧化碳、氮氧化物)和粉塵,不僅污染車(chē)間空氣,還需額外投入資金安裝廢氣處理設(shè)備;燃煤爐更是會(huì)產(chǎn)生廢渣,處理不當(dāng)還會(huì)違反環(huán)保法規(guī),給企業(yè)帶來(lái)合規(guī)風(fēng)險(xiǎn)。
感應(yīng)加熱全程無(wú)明火、無(wú)燃料燃燒,不會(huì)產(chǎn)生任何廢氣、粉塵或廢渣,僅在冷卻環(huán)節(jié)可能用到少量冷卻水(可循環(huán)利用),車(chē)間環(huán)境干凈整潔,無(wú)需額外的環(huán)保處理成本。某小型刀具作坊老板反饋:“以前用燃?xì)鉅t淬火,車(chē)間里全是油煙,工人都戴兩層口罩;換感應(yīng)加熱后,車(chē)間里幾乎沒(méi)味道,夏天也不用開(kāi)大功率排風(fēng)扇,既省了電費(fèi)又改善了工作環(huán)境。”
傳統(tǒng)爐式淬火高度依賴(lài)人工 —— 需要工人手動(dòng)裝爐、出爐、轉(zhuǎn)移刀具,不僅勞動(dòng)強(qiáng)度大(高溫環(huán)境下搬運(yùn)刀具易燙傷),還容易因人工操作誤差(如裝爐位置偏差、出爐時(shí)間不準(zhǔn))影響淬火質(zhì)量,一個(gè)爐式淬火工位至少需要 2 名工人輪班。
感應(yīng)加熱可輕松與自動(dòng)化生產(chǎn)線(xiàn)對(duì)接,搭配自動(dòng)送料機(jī)構(gòu)、機(jī)械手、冷卻輸送線(xiàn),實(shí)現(xiàn) “刀具自動(dòng)上料→定位加熱→自動(dòng)淬火→冷卻下料” 的全流程無(wú)人化操作:
對(duì)刀具行業(yè)而言,感應(yīng)加熱淬火的普及,不只是換了一種加熱方式,更是推動(dòng)熱處理工藝從 “依賴(lài)經(jīng)驗(yàn)” 向 “數(shù)據(jù)化、標(biāo)準(zhǔn)化” 轉(zhuǎn)型 —— 它解決了傳統(tǒng)爐淬火效率低、質(zhì)量差、能耗高、污染大、依賴(lài)人工的所有痛點(diǎn),讓刀具淬火更高效、更穩(wěn)定、更經(jīng)濟(jì)、更環(huán)保。如今,從家用菜刀、手工刀具到工業(yè)級(jí)數(shù)控刀具、合金刀具,感應(yīng)加熱已成為淬火工藝的 “標(biāo)配”,這正是技術(shù)升級(jí)帶來(lái)的必然趨勢(shì)。









 粵公網(wǎng)安備 44190002003728號(hào)
粵公網(wǎng)安備 44190002003728號(hào)
