最近有位粉絲帶著直徑 50mm 的螺紋鋼筋專程來廠測試,核心需求很明確:30 秒左右將鋼筋加熱至熱透狀態,用于后續的鍛壓成型。我們根據粉絲工廠 “無法分配更多供電功率” 的實際限制,選用海拓中頻感應加熱設備進行測試,最終在 35 秒內實現了鋼筋熱透目標,粉絲對這個時間表現完全接受。若能釋放更多供電功率,加熱時間甚至能壓縮到 20 秒以內,充分驗證了中頻設備在不同功率條件下的適配性。
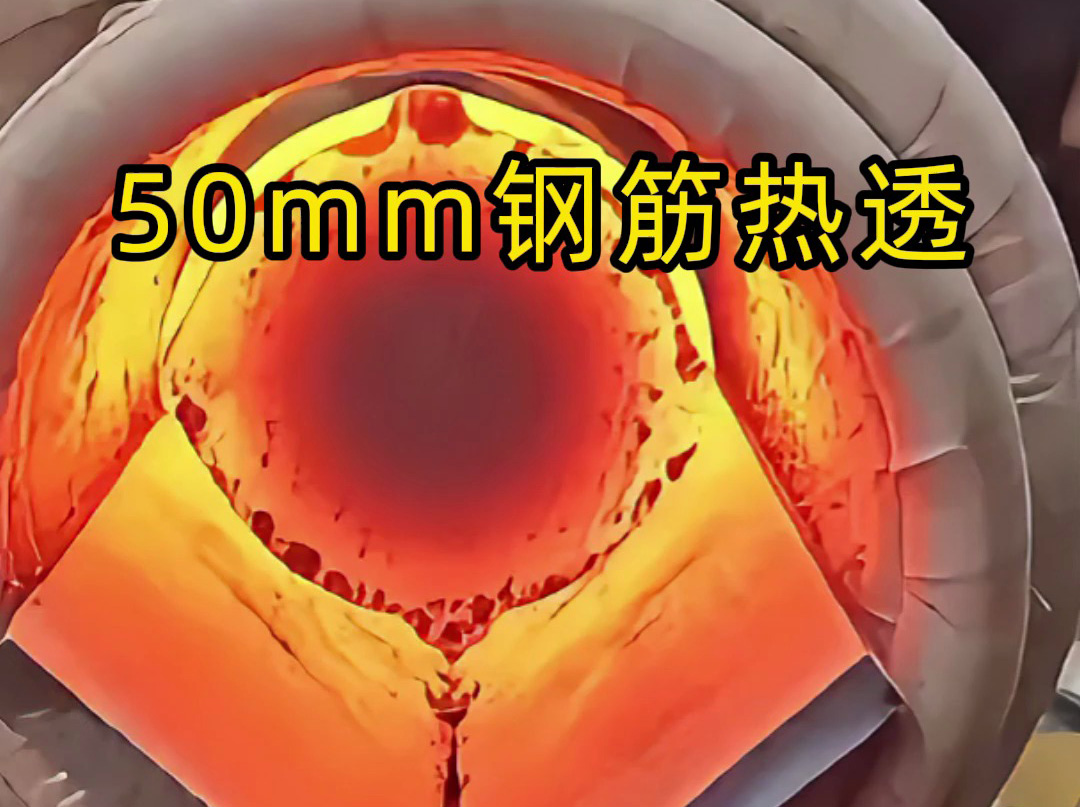
直徑 50mm 的螺紋鋼屬于中大型工件,“熱透” 意味著不僅表層要達到高溫,熱量還需滲透到鋼筋芯部(芯部溫度需≥800℃,滿足鍛壓需求),這對加熱設備的透熱能力、功率匹配提出了雙重要求:
難點 1:螺紋鋼材質為 HRB400,導熱性中等,50mm 的直徑需要足夠的熱量滲透深度,高頻設備的 “表層加熱” 特性難以滿足熱透需求,因此優先選用中頻感應加熱設備(頻率 2-5kHz,透熱深度更深,適合中厚工件整體加熱);
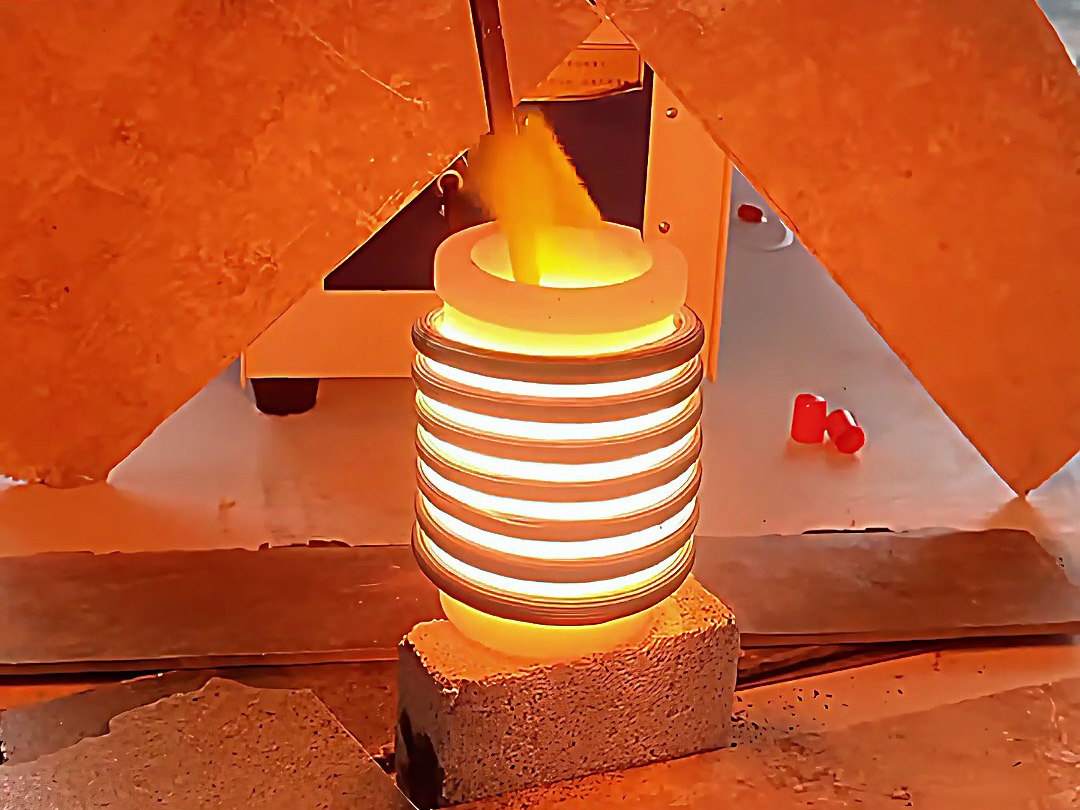
難點 2:粉絲工廠供電限制嚴格,無法支撐大功率設備(如 120kW 以上),因此我們選用 60kW 中頻機,搭配定制的 “環形感應線圈”(內徑 60mm,剛好包裹螺紋鋼,確保磁場均勻覆蓋),避免功率過高導致工廠電路過載。
測試時,我們將 50mm 螺紋鋼固定在專用夾具上,確保鋼筋與環形線圈的間隙穩定在 5mm(這個距離能平衡加熱效率與透熱均勻性),隨后啟動海拓 60kW 中頻機,實時用紅外測溫儀監測鋼筋表層與芯部溫度:
0-15 秒:鋼筋表層快速升溫至 600℃,開始呈現暗紅色,芯部溫度同步升至 450℃,中頻設備的透熱優勢初步顯現 —— 熱量未停留在表層,而是持續向內部傳導;
15-30 秒:表層溫度突破 800℃,轉為亮紅色,芯部溫度升至 750℃,此時用手觸摸鋼筋兩端,已能感受到明顯的熱傳導,說明熱量已接近芯部;
30-35 秒:芯部溫度達到 820℃,表層溫度穩定在 880℃,鋼筋整體呈現均勻的亮紅色,用硬度計測試表層與芯部的溫差僅 ±30℃,完全達到 “熱透” 標準,滿足后續鍛壓需求。
測試結束后,粉絲現場確認:35 秒的加熱時間雖比理想中的 30 秒略長,但完全在工廠生產節拍的可接受范圍內,且 60kW 的功率不會對工廠現有電路造成負擔,無需額外改造供電系統,當即表示認可該方案。
很多人好奇:為何功率提升后,加熱時間能從 35 秒壓縮到 20 秒以內?核心在于中頻加熱的 “功率 - 熱量輸入” 線性匹配:
60kW 中頻機:每秒向鋼筋輸入 60kJ 的能量,50mm 螺紋鋼從常溫(25℃)加熱到芯部 800℃,需消耗約 2100kJ 能量,理論計算時間約 35 秒(2100kJ÷60kJ/s),與實際測試結果一致;
若換成 100kW 中頻機:每秒輸入能量提升至 100kJ,理論加熱時間可縮短至 21 秒(2100kJ÷100kJ/s),若優化線圈設計(如增加線圈匝數提升磁場強度),甚至能壓縮到 20 秒以內,效率提升 40% 以上。
但粉絲工廠的供電限制(如車間總功率配額僅 100kW,需同時滿足其他設備用電),導致無法啟用更高功率的中頻機,因此 60kW 設備 + 35 秒的方案,是 “滿足需求” 與 “適配供電” 的最優平衡。
這次測試充分體現了海拓中頻感應加熱設備的核心優勢:可根據客戶實際條件(供電、工件規格、時間需求)靈活調整方案,既不盲目追求 “高功率、快速度”,也不因條件限制降低加熱效果。
對有類似中大型工件(如 50mm 以上螺紋鋼、圓鋼)加熱需求的用戶,若存在供電限制,可通過 “匹配中等功率設備 + 優化線圈與參數” 實現目標;若供電充足,則可通過提升功率進一步壓縮時間,適配更高產能需求。關鍵是先明確自身的 “硬限制”(如供電、場地)與 “軟需求”(如加熱時間、熱透標準),再針對性選擇設備與方案,才能實現 “成本最優、效果最佳”。









 粵公網安備 44190002003728號
粵公網安備 44190002003728號
