鐮刀整體淬火:高頻淬火機的工藝測試實踐
在農具加工領域,鐮刀的淬火工藝直接影響其使用壽命和使用性能。不少人會疑惑,鐮刀淬火該選高頻機還是超高頻淬火設備?其實答案并沒有絕對的 “哪款更好”,核心還是要結合具體的淬火工藝要求來定。最近我們針對鐮刀整體淬火需求,采用高頻淬火機開展了工藝測試,從實際操作和效果來看,高頻淬火機很好地適配了這一特定場景的需求。
以往鐮刀淬火多聚焦于刀刃部分,通過局部淬火提升刃口硬度,這種情況下,超高頻淬火設備因透熱深度淺、加熱速度快的特點,能精準作用于刀刃區域,避免刀身過度受熱。但這次的需求是鐮刀整體淬火 —— 不僅要讓刀刃達到一定硬度,還需要刀身具備一定的韌性和強度,確保鐮刀在收割農作物時,既能輕松切斷秸稈,又不會因刀身強度不足而彎曲或斷裂。這種整體淬火的工藝要求,與局部淬火有明顯區別,也讓設備選擇有了不同的側重點。
考慮到整體淬火需要讓熱量均勻滲透到鐮刀的各個部位,包括刀刃、刀身和刀柄連接區域,我們首先排除了透熱深度較淺的超高頻淬火設備。若使用超高頻設備,熱量可能僅停留在鐮刀表層,無法實現整體均勻加熱,導致淬火后鐮刀各部位硬度差異過大,刀身可能出現 “外硬內軟” 的情況,影響使用性能。而高頻淬火機的透熱深度適中,能讓熱量從鐮刀表面逐步滲透到內部,更符合整體淬火對 “均勻加熱” 的要求。
工藝測試開始前,我們先根據鐮刀的材質(低碳鋼)和尺寸,設定了高頻淬火機的參數:加熱溫度控制在 830-860℃,加熱時間設定為 40-50 秒。這個溫度范圍既能保證鐮刀整體達到奧氏體化溫度,又不會因溫度過高導致鐮刀出現氧化或變形;加熱時間則是通過多次預測試確定的,確保熱量能充分滲透到鐮刀厚度方向的中心區域。
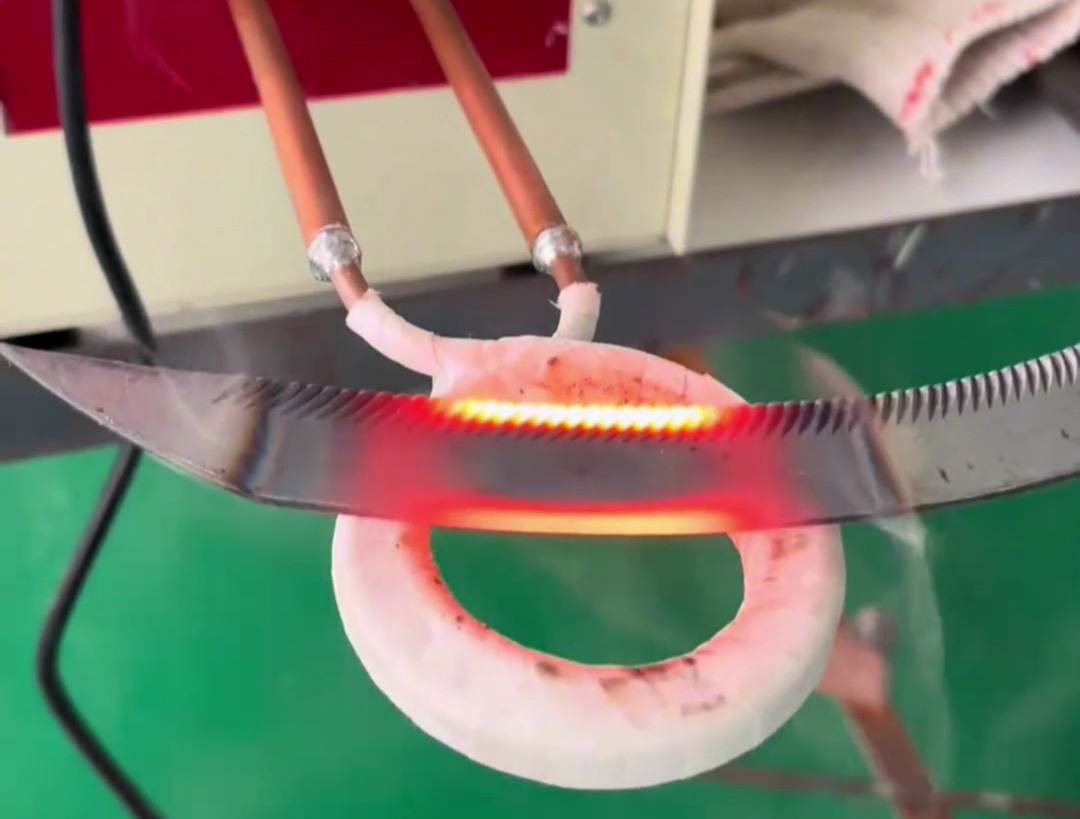
測試過程中,我們將鐮刀固定在專用工裝架上,讓高頻感應線圈均勻包裹住鐮刀的整體輪廓 —— 線圈與鐮刀表面保持 5-8 毫米的間隙,確保磁場能均勻作用于鐮刀各個部位。啟動設備后,從觀測窗口能看到鐮刀逐漸被加熱至均勻的暗紅色,整個加熱過程中,沒有出現局部過熱或加熱不足的情況。達到設定溫度后,設備自動停止加熱,隨后將鐮刀快速放入冷卻介質中冷卻,完成整體淬火流程。
淬火完成后,我們對鐮刀進行了性能檢測:通過硬度計測量,鐮刀刀刃硬度達到 HRC52-55,滿足切割需求;刀身硬度為 HRC38-42,具備良好的韌性,彎折測試中能承受一定外力而不斷裂;同時,鐮刀整體沒有出現明顯變形,表面氧化程度較輕,后續只需簡單打磨就能進入下一工序。
從這次工藝測試來看,針對鐮刀整體淬火的需求,高頻淬火機憑借適中的透熱深度和均勻的加熱效果,很好地滿足了工藝要求。這也進一步說明,無論是高頻機還是超高頻淬火設備,都有其適配的應用場景,關鍵是要結合具體的淬火范圍、加熱深度和性能要求來選擇。如果你的生產中也有類似的整體淬火需求,不妨先明確工藝細節,再根據需求匹配合適的淬火設備,這樣才能達到理想的淬火效果。








 粵公網安備 44190002003728號
粵公網安備 44190002003728號
